3つの一般的なPLCとVFDの接続方法を説明
PLC(プログラマブルロジックコントローラー)とPLCの間には従属関係がある。 VFD(可変周波数ドライブ). .どちらもモータの運転制御に使用できるが、役割は異なる。PLCはプログラマブル制御ユニットであり、VFDは通常PLCによって管理されるデバイスの1つです。.
VFDに比べ、PLCはより幅広い機能を持っている。モータだけでなく、さまざまな種類の機器を制御できる。アプリケーションの範囲が広く、制御精度も高い。VFDはプログラムすることができず、電源の周波数と電圧を変えることでモータの速度を調整します。VFDの出力周波数は、PLCによって固定することも、動的に調整することもできます。.
PLCは、電気機器の制御、論理演算の実行、データの処理、通信タスクの処理などをプログラムすることができます。.
PLC と VFD 間の通信は通常、USS シリアル通信プロトコルに従います。1つのバスに、1台のマスタと最大31台のスレーブデバイスを接続できます。マスタはメッセージを送信して、通信するスレーブを選択します。スレーブは、通信を開始したり、互いに直接話すことはできません。.
PLC を VFD に接続する一般的な方法は、次の 3 つである:
1.アナログ信号制御
PLCは、アナログ出力モジュールを介してアナログ電圧(0~5V)または電流(4~20mA)を出力します。この信号をVFDに入力し、出力周波数を制御します。この方法は配線が簡単ですが、PLCの出力インピーダンスをVFDの入力に合わせる必要があります。アナログモジュールは通常より高価で、信号の互換性を確保するために分圧器が必要になる場合があります。さらに、電気ノイズを最小限に抑えるために、電源配線と制御配線を別々に配線する必要があります。.
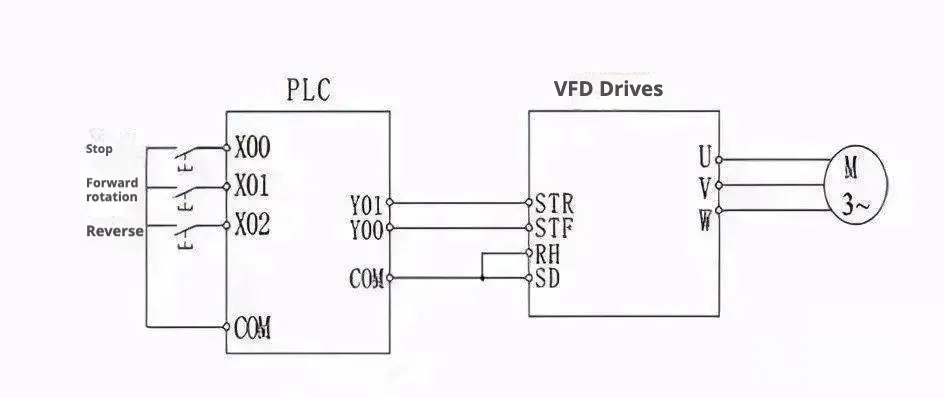
2.デジタル信号(ディスクリートI/O)制御
PLCのデジタル出力は、VFDのデジタル入力端子を直接制御できます。この方法は簡単で、強力なノイズ耐性があります。スタート/ストップ、正転/逆転、ジョグ操作、速度レベル選択、加減速時間の制御に使用できます。ただし、ステップベースの速度制御のみ対応(連続は不可)。リレーを使用した場合、接触不良により誤動作する可能性がある。トランジスタを使用する場合は、システムの信頼性を確保するために定格電圧と定格電流を考慮する必要があります。さらに、VFDの入力回路を設計する際、誘導負荷(リレーなど)を使用する場合は、スイッチングによってVFDの誤動作の原因となるサージ電流が発生する可能性があるため、特に注意が必要です。.
3.RS-485 シリアル通信
ほとんどのシーメンスVFDはRS-485インターフェースを装備しています(一部RS-232もサポート)。RS-485 は 2 線式で、産業環境向けに設計されています。1つのRS-485バスで最大30台まで接続できます。
VFD。PLC は、アドレスまたはブロードキャストコマンドによって特定のドライブと通信できます。このセットアップでは、PLC がマスタとして機能し、VFD は命令に応答するスレーブデバイスとして動作します。.
3つのPLC-VFD接続方式の長所と短所
制御方法 | メリット | デメリット | 代表的なアプリケーション・シナリオ |
|---|---|---|---|
アナログ制御 | ✅ 連続無段階速度制御 ✅ 高い制御精度(±0.1%) ✅ 複雑な閉ループ制御(PID)をサポート | ❌ 耐干渉性が低い(信号が減衰する) 配線コストが高い(シールドケーブルが必要) 応答時間が遅い (50-100 ms) | 定圧給水、温度調節、精密張力制御 |
スイッチング制御 | ✅ 強力な干渉防止機能 ✅ 応答が速い (<50ms) 低コスト(標準ケーブル) | 離散速度制御のみ(制限された速度設定) 微調整はできない。 ❌ 拡張性が低い(端末数によって制限される) | 多速度ファン制御、コンベアベルト始動/停止、簡易ポンプ制御 |
通信制御 | 超高精度 (±0.01%) ✅ 装置の状態をリアルタイムで監視 複数のデバイスを ✅ 集中制御 ✅ 最小限の配線 (ネットワークケーブル1本) | 高コスト(モジュール+プロトコル・ライセンス) ❌ 技術的障壁が高い(プロトコル設定が必要) ❌ ネットワーク障害がシステム全体のシャットダウンを引き起こす | スマート工場、マルチマシン協調生産ライン、ビッグデータ監視プラットフォーム |
要約:PLCとVFDの最適な接続方法
- アナログ→精度は高いがデリケート:正確な連続調整に適しているが、干渉や長距離の影響を受けやすい;;
- デジタル→頑丈でコストパフォーマンスが高い:耐干渉性の王様で、低価格の第一候補だが、正確なコントロールは期待できない;;
- コミュニケーション→スマートだが高価:未来の工場の中核、効率と精度をお金に換える。.
選考のゴールデンルール:
- シンプルなシナリオ3台未満)→スイッチング制御;;
- 精密レギュレーション温度/圧力クローズドループ)→アナログ制御;;
- システム統合5台以上+監視が必要)→通信制御へ。.