VFDモーター故障の5つの原因と修理方法
はじめによくある技術的パラドックス
多くの熟練したエンジニアや技術者にとって、ある疑問は依然として不可解なままだ: 可変周波数ドライブ(VFD) は高感度の過電流保護機能を備えており、理論上は確実なモーター保護が保証されています。しかし、実際のアプリケーションでは、VFDモータの故障は依然として頻繁に発生しています。これはなぜでしょうか?
その答えは、VFDが正確な速度制御を提供する一方で、標準的なユーティリティ駆動システムにはない独特の電気的ストレスをモーターに与えるという事実にあります。VFDの保護メカニズムは、主にIGBTなどの内部コンポーネントを保護するように設計されているため、モーターはこのような新たな電気的ストレスにさらされることになります。この記事では、VFDモータが故障する5つの主な原因を掘り下げ、問題を診断し、問題が発生する前に予防するための実用的なソリューションを提供します。.
シャフト電流によるベアリングの損傷:VFDモーター故障の主な原因
これは最も狡猾で破壊的な故障モードのひとつです。明らかに機械的な原因なしにモーターのベアリングが早期に故障する場合、その原因は多くの場合、VFDによって発生するシャフト電流です。.
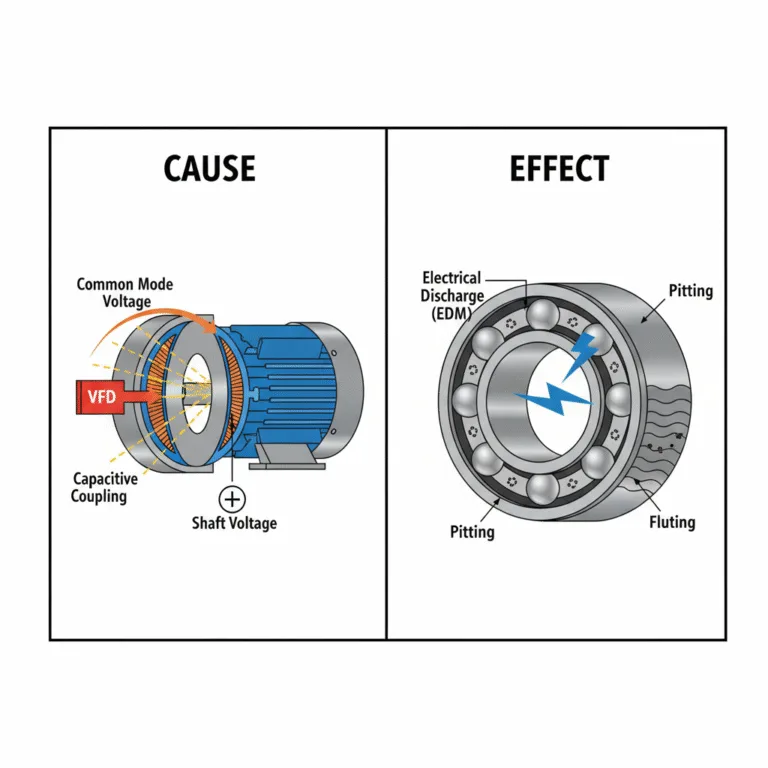
- 根本原因:同相電圧と容量結合 VFDは、パルス幅変調(PWM)技術を使って正弦波交流電力をシミュレートします。しかし、その出力は完全に滑らかな曲線ではなく、一連の高速スイッチングDCパルスです。この非対称波形は “コモンモード電圧 ”を発生させる。この電圧は、ステータ巻線とロータ間の寄生容量(容量性カップリング)を通じてモータシャフトに誘導される。これがモーターシャフトに通電する。導電性の内輪と外輪、絶縁グリースで構成されるモーター・ベアリングは、ミニチュア・コンデンサとして機能し、継続的に充電されます。.
- 故障のメカニズム:放電加工(EDM)、孔食、ベアリングの溝加工 シャフト電圧が十分に蓄積され、ベアリンググリースの絶縁層を突き破ると、微細な電気アークが放電する。このプロセスは放電加工(EDM)と呼ばれています。1時間あたり数百万個のマイクロアークが、ベアリングの軌道面やボール表面に小さなピットやすり傷を作ります。時間が経つにつれて、これらの損傷は、ベアリングのフルーティングとして知られている洗濯板のような波形の溝に合体します。これが発生すると、ベアリングが振動し始め、異音が発生します。グリースは高温により劣化し、最終的にはベアリングの焼き付きやモーターの焼損につながる。ご指摘のローターとステーターの間のミスアライメントは、磁気回路の非対称性によってこの影響を悪化させ、VFDのシャフト電流によるベアリングの損傷を激化させます。.
低速での過熱:一般的なVFDモーターの故障シナリオ
多くの用途では、モーターを低周波数(例えば20~30Hz以下)で長時間運転する必要があり、まさに標準的なモーターにとっては「危険地帯」である。.
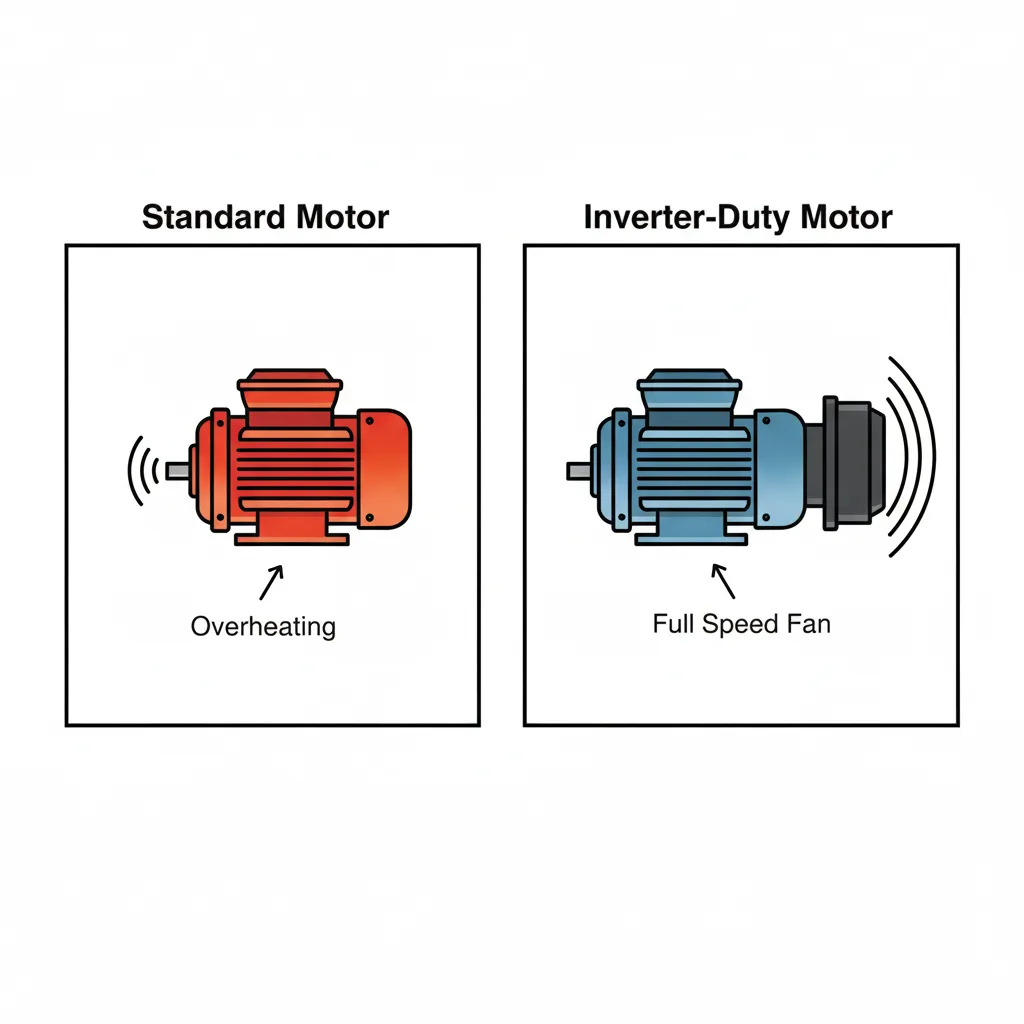
- 放熱のジレンマ:低速運転が危険な理由 標準的な汎用モーター(特にTEFC、全閉ファン冷却モーター)は、冷却を軸端ファンに頼っている。ファンの回転数はモーターの回転数と同期している。VFDがモーター回転数を下げると、ファンの冷却効率は劇的に低下します。同時に、VFDの出力波形の高調波がモーター巻線内にさらなる熱を発生させます。冷却能力が著しく不十分なまま熱が蓄積すると、VFDモーターは低速で過熱します。過熱が長く続くと、モーター巻線の絶縁が老化してもろくなり、最終的にインターターン短絡やアース短絡につながります。.
- ソリューション:インバータ・デューティ・モータの役割 最適なソリューションは、インバータ・デューティ・モータを使用することである。これらのモータは通常、よりグレードの高い絶縁材(クラスFやクラスHなど)を採用しており、多くのモデルには専用の定速冷却ファンが組み込まれています。これにより、VFD運転中、モータの回転数がどんなに低くなっても、十分なモータ冷却が保証されます。.
長いケーブルによる絶縁破壊:VFDモータの重大な故障ポイント
VFDとモーター間のケーブル長が一定の限界(通常約30メートル、100メートルを超えると危険性が極めて高くなる)を超えると、目に見えない「電圧キラー」が作動する。.
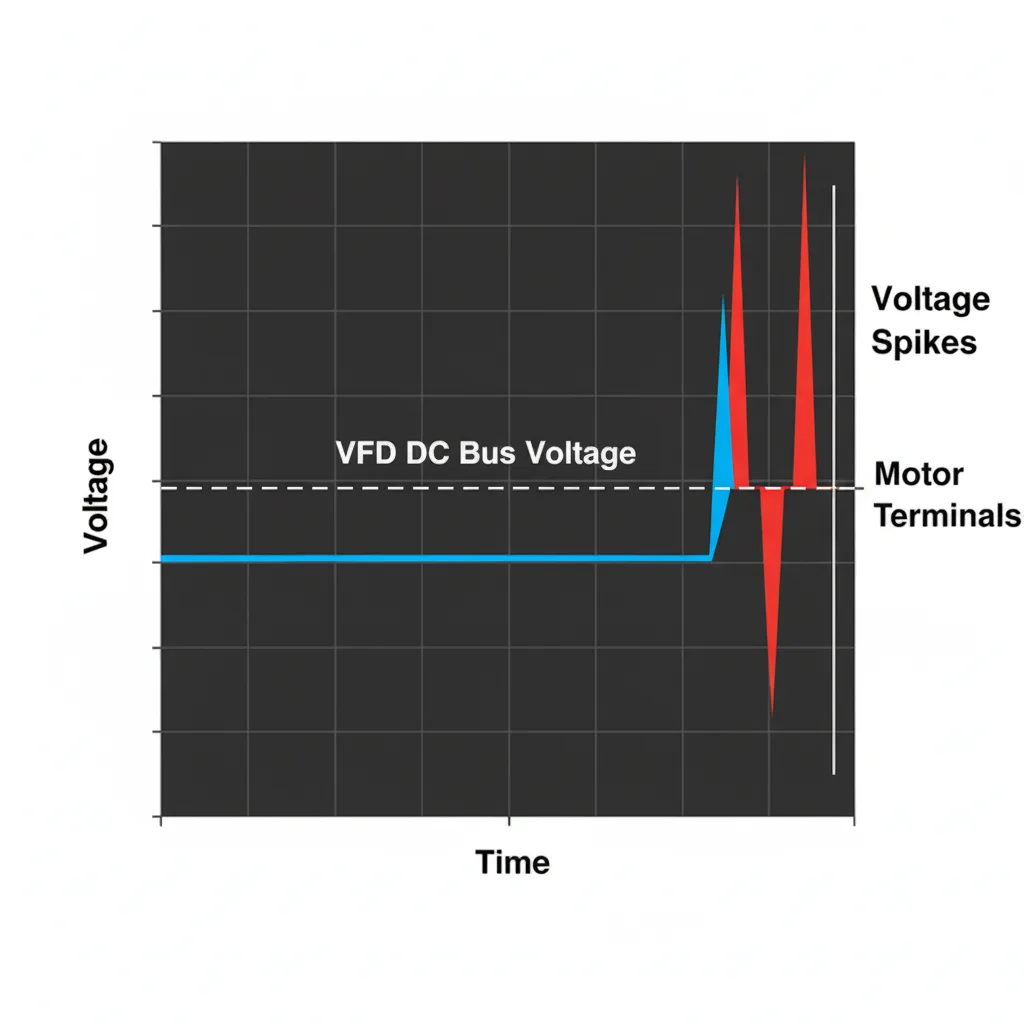
- 物理的原理:反射波現象と電圧スパイク VFDが出力する高速PWMパルスは、VFD、ケーブル、モーター間のインピーダンスの不整合により、ケーブルに沿ってモーターに伝わる際に反射し、「反射波現象」を引き起こします。この反射波が後続のパルスに重畳し、モーター端子のピーク電圧がVFDのDCバス電圧の2~3倍に達します。480Vシステムの場合、モーターは1500Vを超えるVFDロングケーブル電圧スパイクに耐える可能性があることを意味します。標準的なモーター絶縁システムは、このような長時間の高電圧の衝撃に耐えることができず、最終的に絶縁破壊につながります。.
- ソリューション:フィルタとリアクタ 長いケーブルの問題に対処するには、VFD出力に保護装置を取り付ける必要があります。dV/dtフィルターは電圧上昇の速度を遅らせることができ、VFD出力リアクターまたは正弦波フィルターは出力波形をより効果的に平滑化し、破壊的な電圧スパイクを根本的に排除します。同時に、専用のシールド付きVFDケーブルを使用することで、問題をある程度軽減することもできます。.
VFDモータの故障につながる機械的・パラメータ的問題
純粋に電気的な問題だけでなく、特定の機械的要因や不適切な VFDパラメータ設定 もVFDモータの故障の原因となります。.
- 機械的ミスアライメント:ご指摘のステーターとローターのずれは、機械的に重大な問題です。このモータのアライメントのズレは磁気回路のアンバランスを生み、振動やオーバーヒートを引き起こすだけでなく、先に述べたシャフト電流の問題を著しく悪化させ、ベアリングの損傷を加速させます。.
- 失速につながるデッドゾーンの設定ミス:頻繁に正逆転を繰り返す必要がある用途では、VFDのパラメータに適切な「デッドゾーン」を設定しないと、制御信号がゼロ付近で変動したときにVFDが正転と逆転の指令を急速に切り替えることがあります。この結果、モータは静止しているように見えますが、実際には「ストール」または「微振動」状態になります。この状態では、モーターはトルクを出力しますが回転できず、大電流が発生して急速な過熱を引き起こし、最終的にモーターが焼損するかVFDが損傷します。.
プロアクティブガイドVFDモータの故障を防ぐ
VFDモーターが故障する主な原因を理解した今、機器を保護するために的を絞った対策を実施することができます。.
1.アドレスベアリング電流
重要な用途や大型モーターでは、シャフト電流に安全な接地経路を提供するためにシャフト接地リングを取り付けるか、電流ループを遮断するために絶縁ベアリングを使用することを強く推奨します。.
2.長いケーブルの問題を解決
ケーブル長とシステム電圧に基づいて、適切なdv/dtフィルタまたはVFD出力リアクトルを選択します。.
3.低速オーバーヒートの防止
インバータ負荷のモータを優先する。汎用モーターを低速で運転する必要がある場合は、専用の補助冷却ファンを設置する。.
4.設置と試運転の最適化
モータと負荷の正確なアライメントを確保します。VFDの試運転では、すべてのパラメータを入念に確認し、特に頻繁に反転するアプリケーションでは、適切なデッドバンド幅を設定します。.
結論
まとめると、VFDモータの故障は解決不可能な謎ではない。それは、この高度な制御技術がもたらす新たな電気的ストレスに起因している。一方 VFD過電流 保護機能は高感度ですが、シャフト電流、低速オーバーヒート、電圧スパイクのような複数の遅発性損傷メカニズムに完全に対処することはできません。.
このような故障の根本原因を徹底的に理解し、システム設計、機器選定、設置/試運転の段階で予防的な保護対策を実施することで、VFDの省エネとプロセス最適化のメリットを十分に活用しながら、信頼性の高いモーター運転を長期的に確保することができます。成功の鍵は、VFDとモーターを単に2つの独立したコンポーネントの組み合わせではなく、統合されたシステムとして扱うことにあります。.